西門子變頻器一級代理商西門子 S7-1200是一款緊湊型、模塊化的PLC,擴展性能比較良好,可完成一些簡單和的邏輯控制、自帶以太網口,與HMI,PC等上位機通訊方便快捷 。此外,它具有支持小型運動控制系統、過程控制系統的應用功能。接下來為大家分享一下西門子1200運動控制程序。
更新時間:2025-06-17
廠商性質: 總代理商
在線留言
西門子變頻器一級代理商 西門子變頻器一級代理商
在啟動或制動頻繁的場合,不要用主電路電源的通斷來控制變頻器的
原裝西門子觸摸屏 西門子觸摸屏#授權一級代理商OMRON *銷售 3.4 固定頻率的設置
在用外部開關實現電動機固定頻率運轉時,通常需要依據實際情況對p006,p051-055,p041-044等參數進行設置。在設置中比較易犯的一個錯誤是:只設置對應某個固定頻率的端子。在這種設置下,即使其他設置*正確,電動機也不會運轉。這是因為在mmv變頻器的設計中,當p006和p007設置成外部開關量控制時,固定頻率和運行兩個功能是分離的。也就是說:需要設定兩個端子(一個把某一固定頻率賦值給電動機;另一個則負責運行),電動機方可按照設定的固定頻率運轉。
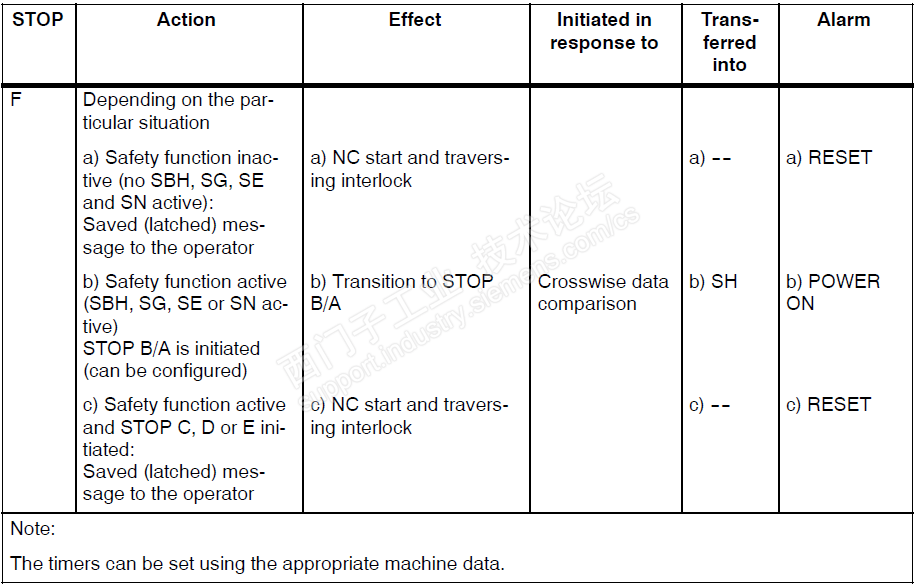
根據系統報警和外部條件的不同,安全集成功能提供了不同級別的安全停止信號,其響應*不同。

StopA是高等級的報警停止信號,當其觸發后,電源脈寬調制解調立即終止,系統直流母線失去電源供給,機床所有軸立即進入自由停車或者靠機械剎車制動的狀態。StopA觸發后,機床進入安全停止SH狀態,需要NCK reset后才能恢復。該信號觸發如從其他內部信號跳轉而來,則不可控,如是外部信號給定,也可通過SPL或者PLC程序控制。
StopB是僅次于StopA的停止信號,當其觸發后,該軸預設速度值歸零,系統以OFF3的Ramp進入減速通道,給出TB的時間(MD36956),使速度降至系統設定的關機速度以下(MD36960),但不管實際速度是否降至關機速度,TB時間一過,必定跳轉到StopA。StopB觸發后,機床進入安全停止SH狀態,需要NCK reset后才能恢復。該信號為內部信號,不可控。
StopC是較StopB略低一級的停止信號,當其觸發后,該軸預設速度值歸零,系統以OFF3的Ramp進入減速通道,給出TC的時間(MD36952),如速度順利降至零速,則系統進入安全操作停SBH狀態,僅需要reset就可恢復;如未順利降至零速,則跳轉到StopB,進而觸發StopA。該信號作為外部給定信號時可控。
StopD是更低一級的停止信號,當其觸發后,該軸預設速度值歸零,系統以路徑Ramp進入減速通道,給出TD的時間(MD36953),如速度順利降至零速,則系統進入安全操作停SBH狀態,僅需要reset就可恢復;如未順利降至零速,則跳轉到StopB,進而觸發StopA。該信號作為外部給定信號時可控。
StopE是特殊的停止信號,是專門為延時停止和急停回退功能ESR所設定的。當觸發后,系統執行ESR功能,給出TE的時間(MD36954),如ESR執行完畢,則系統進入安全操作停SBH狀態,僅需要reset就可恢復;如ESR未執行完畢,則跳轉到StopB,進而觸發StopA。該功能需要特別編輯,需要特別的軟硬件支持。該信號作為外部給定信號時可控。
StopF是專屬于驅動的停止信號,一般根據當前的情況好壞,給出不同的響應。情況輕微的進入SBH狀態,如果在TF時間到了仍未取消(MD36955),則跳轉StopB,進而觸發StopA。該信號為內部信號,不可控。
下邊看一下各個停止信號之間的優先級:
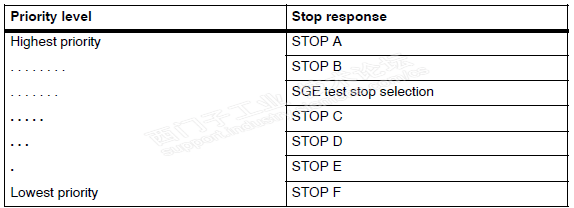
對外部停止信號而言,同樣遵從以上原則,在有多個信號同時激活的時候,其真實響應是對應高優先級的那個。這也是為什么歐洲機床廠的ESR功能往往并不放在安全集成里,而是單獨做成一個同步條件的原因,就是為了避免更高優先級的響應取代急停回退的動作。
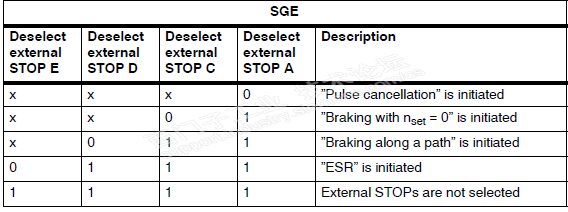
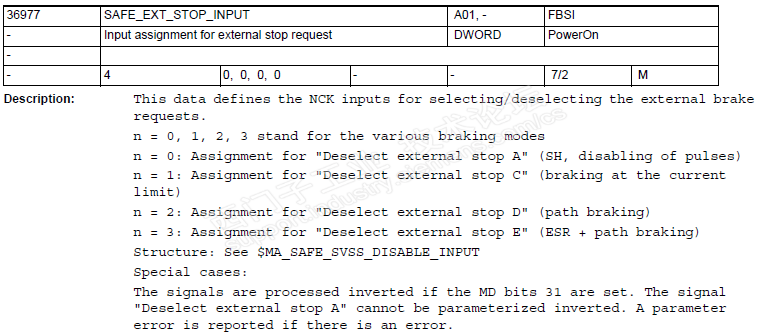
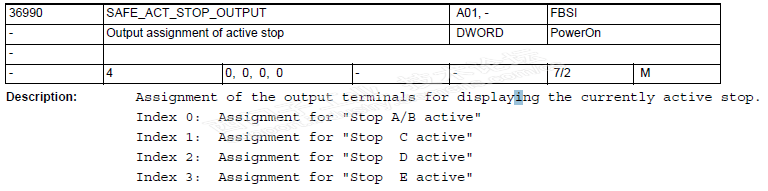
外部停止的SGE設定:
外部停止的SGA設定:
外部停止的PLC設定SGE地址,DB3x:
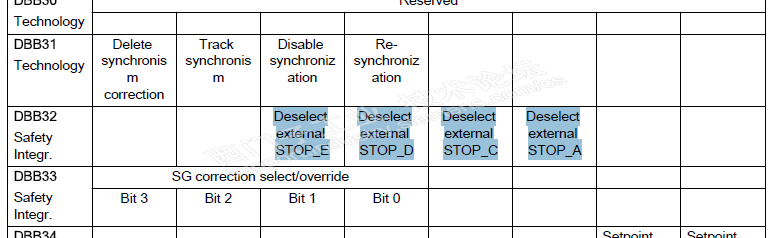
外部停止的PLC設定SGA地址,DB3x:

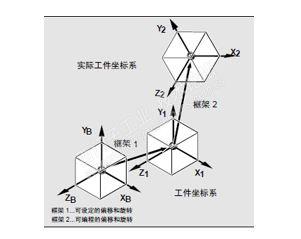
12、框架定義
1.框架定義一種運算規范,它把一種直角坐標系轉換到另一種直角坐標系。
2.它是一種:工件坐標系的空間描述。
3.在一個框架中可以使用以下幾個部分:
① 零點偏移
② 旋轉
③ 鏡像
④ 比例尺
如圖西門子OP032S數控鍵盤

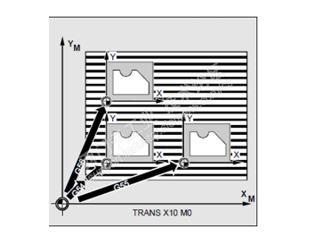
13、工件坐標系中機床軸的分配
工件坐標系的位置就基準坐標系而言(或者機床坐標系),通過可設定的框架確定。在NC 程序中,這種可設定的框架用相應的指令激活,比如G54。
如圖1:
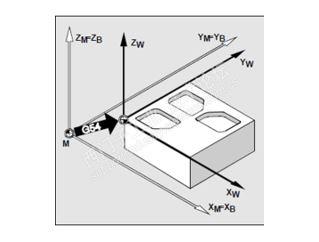
如圖2
N10 G0 G90 X10 Y10 F500 T1 ;返回
N20 G54 S1000 M3 ;調用個零點偏移,主軸右旋
N30 L47 ;程序運行,在此作為子程序
N40 G55 G0 Z200 ;調用第二個零點偏移Z,在障礙物之后
N50 L47 ;程序作為子程序運行
N60 G56 ;調用第三個零點偏移
N70 L47 ;程序作為子程序運行
N80 G53 X200 Y300 M30 ;零點偏移抑制,程序結束
14、實際工件坐標系
有些情況下在一個程序當中,可能要求把原來所選擇的工件零點移動到另一個位置,或者旋轉/鏡像/比例尺到另一個位置,它是非常必要的。使用可編程的框架,可以使當前的零點變更到工件坐標系中一個合適的位置(或者通過旋轉、鏡像及比例尺),由此得到一個當前工件坐標系。在一個程序之內,也可以進行幾個零點偏移。
15、進給軸
一、在編程時可以有以下幾種軸:
1、加工軸:軸名稱可以通過機床數據調整。缺省設定中名稱為:X1, Y1, Z1, A1, B1, C1, U1, V1此外還有固定的軸名,它們可以一直使用:AX1, AX2, …, AXn
2、通道軸:所有在一個通道中運行的軸。名稱:X, Y, Z, A, B, C, U, V
3、主軸/幾何軸:主軸確定一個直角、右旋坐標系。 在該坐標系中編程刀具運行。在數控技術中,主軸作為幾何軸描述。對于車床,適用:幾何軸X,Z,有時有Y。對于銑床,適用:幾何軸X、Y 和Z。
4、輔助軸:與幾何軸相反,在輔助軸中沒有定義這些軸之間的幾何關系。舉例:刀塔位置U,尾架V
5、軌跡軸:軌跡軸描述了軌跡行程,從而給出其在空間的刀具運動。
6、同步軸:同步軸從起始點同步運行軌跡,直至編程終點。
7、定位軸:定位軸分開插補,也就是說每個定位軸有一個自身的軸插補器,有自己的進給率。
8、 指令軸:在同步工作中,由于一個事件(指令)會啟動指令軸。它們可能會與零件程序*異步地定位、啟動和停止。
9、PLC 軸:PLC 軸由PLC 通過主程序中特殊的功能塊運行,可以與所有其它的軸異步運行。
10、鏈接軸:鏈接軸與另一個NCU 以物理形式相連接,并受其位置控制。
11、引導鏈接軸:引導鏈接軸是指該軸由一個NCU 插補,一個或者幾個其它的NCU 作為引導軸使用,用于引導跟隨軸。
12、其中幾何軸、同步軸和定位軸可以編程。
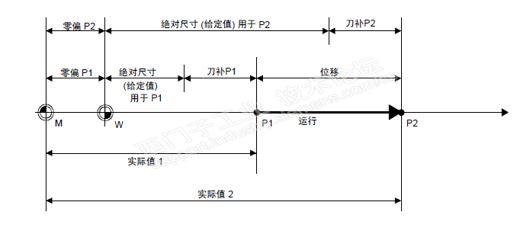
16、坐標系和工件加工
1、位移計算
2、位移計算得到一個程序段中運行的位移量,必須考慮所有的偏移和補償。
通常情況下下列關系成立:
位移 = 給定值 - 實際值 + 零點偏移(NV)+ 刀具補償(WK)
如圖:
17、位移計算
一、如果在一個新的程序段中編程了一個新的零點偏移和一個新的刀具補償,則:
① 在尺寸輸入時:
位移= (尺寸P2-尺寸P1)+(NV P2 - NV P1) + (WK P2 - WK P1).
② 在相對尺寸輸入時:
位移= 相對尺寸 + (NV P2 - NV P1) +(WK P2 - WK P1).
西門子 S7-1200是一款緊湊型、模塊化的PLC,擴展性能比較良好,可完成一些簡單和的邏輯控制、自帶以太網口,與HMI,PC等上位機通訊方便快捷 。此外,它具有支持小型運動控制系統、過程控制系統的應用功能。接下來為大家分享一下西門子1200運動控制程序。
點擊“指令”、“工藝”、“運動控制”,出現運動控制指令。
1. MC_Power:啟用、禁用軸
“MC_Power”運動控制指令可啟用或禁用軸。
要求:
① 定位軸工藝對象已正確組態;
② 沒有待決的啟用/禁止錯誤。
要啟用軸,請按下列步驟操作:
① 首先檢查是否滿足上述要求;
② 使用所需值對輸入參數“StopMode”進行初始化。將輸入參數“Enable”設置為 TRUE。軸已啟用。輸出參數“Status”和工藝對象變量<軸名稱> StatusBits.Enable的值為TRUE。
要禁用軸,可以按照下列步驟操作:
① 停止軸。可以通過工藝對象變量 <軸名稱>.StatusBits.StandStill 識別軸何時處于停止狀態;
② 在軸停止后,將輸入參數“Enable”設置為 FALSE;
③ 如果輸出參數“Busy”和“Status”以及工藝對象變量 <軸名稱>.StatusBits.Enable的值均為 FALSE,則說明禁用軸已完成。
2. MC_Reset:確認故障
運動控制指令“MC_Reset”可用于確認“伴隨軸停止出現的運行錯誤”和“組態錯誤”。
要求:
① 定位軸工藝對象已正確組態;
② 已經清除了引起這些需確認的待決組態錯誤的原因(例如,已將定位軸工藝對象中的加速度更改為有效值)。
